Конструкция в виде сборно-сварной конструкции, включающей в себя:
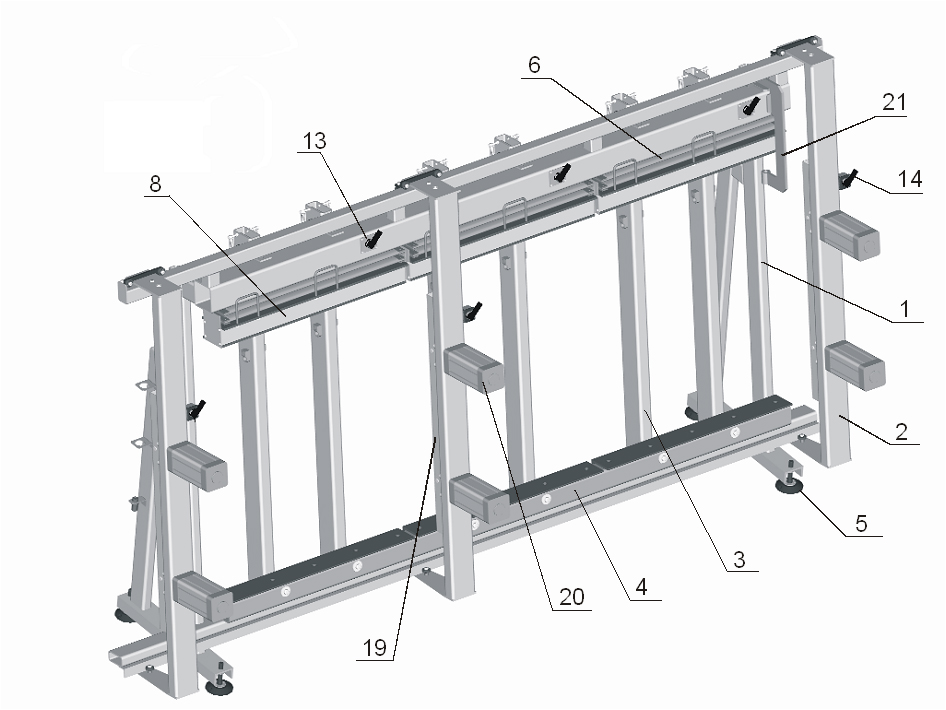
1 - каркас; 2 - прижим фронтальный; 3 - ложемент; 4 – опорная балка; 5 - опора; 8 - прижим верхний;
Общий вид ваймы ВП 02 показан на рисунке.
Каркас [1] представляет собой сварную конструкцию из труб прямоугольного сечения. На каркасе устанавливаются все основные механизмы.
Вайма имеет 3 секции прессования, каждая из которых состоит из двух (для ВП 02-3200 трех) ложементов [3] и верхнего прижима [8].
На ложементах [3] устанавливаются опорная балка [4]. У ПВ-002-3200 опорная балка раздельная для каждой секции.
По верхней и нижней направляющим каркаса свободно перемещаются фронтальные прижимы [2], служащие для выравнивания и фиксации пакета заготовок. Под действием пневмоцилиндров [20] прижимная балка [19] прижимает заготовки к ложементам.
Напорные рукава [6], при подаче в них сжатого воздуха, расширяются, передавая усилие на верхние прижимы [8], которые, перемещаясь вниз, осуществляют прессование заготовок.
Органами управления ваймой являются ручные пневмораспределители [13] и [14]. Пневмораспределитель [13] включает и выключает верхний прижим. Пневмораспределитель [14] включает и выключает фронтальный прижим. Положение, при котором пневмораспределитель включен, отмечено стрелками.
При укладке “пакета” заготовок на ложементы , необходимо чтобы зазор между прижимом и верхней заготовкой составлял не более 30 мм.
Оборудование оснащено пневматикой «CAMOZZI» (Италия).
Общий порядок работы:
Уложить “пакет” заготовок на ложементы так, чтобы зазор* между прижимом и верхней заготовкой составлял не более 30 мм. Открыть кран пневмосети. Настроить давление пневмосети при помощи регуляторов давления. Включить фронтальные прижимы. Включить верхние прижимы. Выдержать под давлением необходимое для склеивания время. Выключить верхние прижимы. Выключить фронтальные прижимы. Отодвинув прижимы в стороны, снять склеенный щит с ваймы. По окончании работы закрыть кран пневмосети.
*Примечание: если невозможно обеспечить указанный зазор посредством набора “пакета” заготовок, то необходимо применять технологические прокладки нужной высоты из того же сорта древесины.
При прессовании одного «пакета» заготовок с использованием двух секций (левая и средняя) необходимо одновременно включать оба верхних прижима.
При прессовании одного «пакета» заготовок с использованием трех секций вначале включается средний верхний прижим, затем два крайних верхних прижима.
При прессовании заготовок длиной как показано на рисунках справа и снизу необходимо устанавливать струбцину на средней или правой (по отношению к оператору) соответственно секциях, учитывая величину хода верхнего прижима. Это необходимо для устранения перекоса верхнего прижима при прессовании. |