Размеры ламелей: |
|
|
| - длина (максимум) |
мм |
9 100 / 12 100 |
| - ширина |
мм |
100... 260 |
| Высота «пакета» ламелей (максимум) |
мм |
1 250 |
| Количество прижимных гидроцилиндров |
шт. |
18 / 24 |
| Рабочее усилие гидроцилиндра* |
кН |
125 |
| Количество фронтальных пневмоприжимов |
шт. |
12 / 16 |
| Сила выравнивания на пневмоприжим |
кН |
9,5 |
| Рабочее давление воздуха |
бар |
6 |
| Потребление воздуха (максимум) |
м3/цикл |
0,462 / 0,616 |
| Количество секций** |
шт. |
2 |
| Габариты |
мм |
13 420 / 16 840 х 2 000 х 2 300 |
| Масса |
кг |
5 850 /7 600 |
|
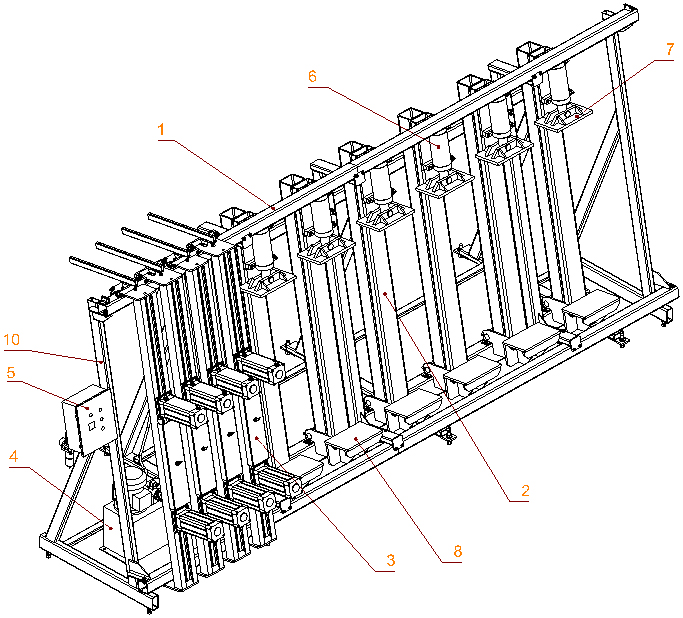
Работа прессаНа ламели, предназначенные для склеивания, наносится клей в соответствии с принятым технологическим процессом. Ламели последовательно укладываются на упоры [8] (Рис. 1 ) ложементов [2] так, чтобы высота промежутка между верхней ламелью и верхними прижимами [7] составляла не более 60 мм. Сверху и снизу пакета рекомендуется укладывать технологические прокладки высотой существенно большей, чем высота склеиваемой заготовки; это обеспечивает более равномерное проклеивание. Рекомендуется укладывать заготовки так, чтобы годичные кольца на торцах ламелей располагались согласно рис. |
Набранный "пакет" выравнивается фронтальными прижимами [3], которые распределяются равномерно по длине "пакета".
После того, как "пакет" прижат, осуществляют сдавливание его гидроцилиндрами. Давление в гидросистеме, в зависимости от ширины ламелей и породы дерева, предварительно устанавливают в соответствии с диаграммой. Рекомендуемые значения давления при прессовании ели и сосны – 3-5 кгс/см2, березы и лиственницы – 5-7 кгс/см2, дуба и бука – 7-9 кгс/см2. Давление регулируется на гидростанции. В состоянии поставки предохранительный клапан настроен на давление 11 МПа. При прессовании заготовок шириной менее 70 мм его необходимо настроить на требуемое давление прессования. Настройка рабочего давления гидростанции осуществляется шестигранным ключом. Время выдержки под давлением (склеивания) определяют в зависимости от характеристик применяемого клея и выставляют на таймере. По истечении этого времени загорается лампа на пульте, и верхние прижимы переводятся в верхнее положение, затем отводятся прижимные балки и производится разгрузка пресса.
На прессе, состоящем из двух секций, возможны их автономные настройка и работа секций.
Заготовки, склеиваемые на прессе, должны соответствовать требованиям
ГОСТ 24454 и ГОСТ 8486 "Пиломатериалы хвойных пород",
ГОСТ 2695 "Пиломатериалы лиственных пород",
ГОСТ 7307 "Детали из древесины и древесных материалов. Припуски на механическую обработку".
Точность заготовок должна быть:
- для ширины - не ниже 14 квалитета по ГОСТ 6449.1;
- для отклонений формы и расположения поверхностей - не ниже 14 степени точности по ГОСТ 6449.3.
Влажность древесины - не более 12%.
Качество древесины хвойных пород - не ниже 3 сорта, лиственных пород - не ниже 2 сорта.
Склеивание заготовок должно происходить не позднее чем через 4 часа после механической обработки.
Вид климатического исполнения - УХЛ 4 по ГОСТ 15150-69.
Пресс соответствует требованиям безопасности по ГОСТ 12.2.026.0-93.
Срок службы пресса - 6 лет.
Пресс имеет сертификат соответствия РОСС RU.АЯ27.В14735. |





")