Основные особенности и достоинства:
- Усиленная конструкция;
- Увеличенное рабочее усилие гидроцилиндров – 8,6 тонн силы, (при необходимости можно увеличить до 12,5 тонн силы) регулируется;
- Серийный номер более 100;
- Секции работают вместе и отдельно;
- Модульное исполнение;
- Опция – установка дополнительных фронтальных прижимов;
- Фронтальные прижимы оснащены двумя пневмоцилиндрами;
- Возможность отключить часть гидроприжимов;
- Модернизированные крайние вертикальные прижимы для более качественного проклеивания слоёв у торцов заготовок;
- Фронтальные прижимы разводятся по сторонам;
- Европейские комплектующие: пневматика „Camozzi“ (Италия), гидростанция «Hydroven» (Италия), гидроцилиндры «Хидрокар» (Болгария);
- Экспортный вариант (поставки в Беларусь, Украину);
- Премия «Сто лучших товаров России»;
- Собственные конструкторские разработки;
- Серийное производство, высокая точность изготовления отдельных деталей и узлов, их полная взаимозаменяемость;
- Ремонтопригодность;
- Оперативный и доступный сервис, послегарантийное обслуживание;
|
")
|
| Размер ламелей: |
|
|
| -длина (максимум) |
мм |
3100 / 4600 / 6100 |
| -ширина |
мм |
65.....200 |
| Высота «пакета» ламелей (максимум) |
мм |
1250 |
| Количество прижимных гидроцилиндров |
шт. |
6 / 9 / 12 |
| Рабочее усилие гидроцилиндра* |
кН |
55 |
| Потребляемая мощность (максимум) |
кВт |
3,0 |
| Количество фронтальных пневмоприжимов |
шт. |
4 / 6 / 8 |
| Сила выравнивания на пневмоприжим |
кН |
9,5 |
| Рабочее давление воздуха |
бар |
4…..6 |
| Потребление воздуха (максимум) |
л/цикл |
121 /181 /242 |
| Количество секций |
шт. |
1 / 1 / 2 |
| Габариты |
мм |
4800 / 6840 / 8340 х 1950 х 2300 |
| Масса |
кг |
1750 / 2650 / 3300 |
Опция: возможность наращивания второй секции на аналогичную длину.
Пресс соответствует требованиям безопасности по ГОСТ 12.2.026.0-93.
Пресс имеет сертификат соответствия РОСС RU.АЯ27.В14735.
Режим эксплуатации "II" по ГОСТ 21354.
Срок службы пресса - 6 лет.
Вид климатического исполнения - УХЛ 4 по ГОСТ 15150-69.
К месту установки пресса подвести:
- электропитание от трехфазной сети переменного тока напряжением 380±38 В, частоты 50±1 Гц;
- сжатый воздух кл.8 по ГОСТ 17433-80 с давлением 0,6±0,1 МПа (6±1 кгс/см2).
|
Настройка на заданное давление производится с помощью датчиков давления. На таймере устанавливается время прессования, по истечении которого осуществляется поднятие гидроцилиндров. Перемещение фронтальных прижимов – ручное. Фиксирование заготовок фронтальными прижимами осуществляется переключением расположенного на каждом прижиме двухпозиционного пневмораспределителя.
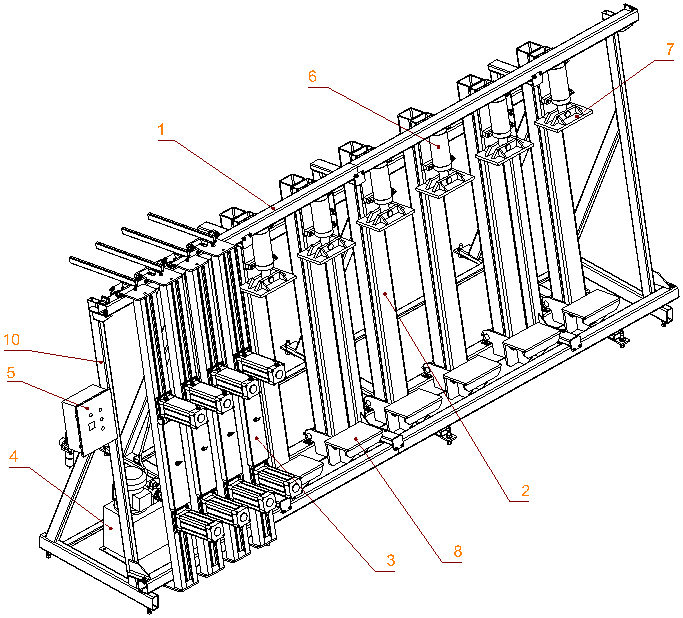
На ламели, предназначенные для склеивания, наносится клей в соответствии с принятым технологическим процессом. Ламели последовательно укладываются на упоры [8] ложементов [2] так, чтобы высота промежутка между верхней ламелью и верхними прижимами [7] составляла не более 60 мм. Сверху и снизу пакета рекомендуется укладывать технологические прокладки высотой существенно большей, чем высота склеиваемой заготовки; это обеспечивает более равномерное проклеивание. Рекомендуется укладывать заготовки так, чтобы годичные кольца на торцах ламелей располагались согласно рисунку:
Набранный "пакет" выравнивается фронтальными прижимами [3], которые распределяются равномерно по длине "пакета".
После того, как "пакет" прижат, осуществляют сдавливание его гидроцилиндрами. Давление в гидросистеме, в зависимости от ширины ламелей и породы дерева, предварительно устанавливают в соответствии с диаграммой. Рекомендуемые значения давления при прессовании ели и сосны – 3-5 кгс/см2, березы и лиственницы – 5-7 кгс/см2, дуба и бука – 7-9 кгс/см2. Давление регулируется на гидростанции. В состоянии поставки предохранительный клапан настроен на давление 11 МПа. При прессовании заготовок шириной менее 70 мм его необходимо настроить на требуемое давление прессования. Настройка рабочего давления гидростанции осуществляется шестигранным ключом. Время выдержки под давлением (склеивания) определяют в зависимости от характеристик применяемого клея и выставляют на таймере. По истечении этого времени загорается лампа на пульте, и верхние прижимы переводятся в верхнее положение, затем отводятся прижимные балки и производится разгрузка пресса.
Конструкция и состав
Пресс выполнен в виде сборно-сварной конструкции, включающей в себя:
- каркас [1];
- ложементы [2] с гидроцилиндрами [6], верхними прижимами и упорами [8];
- фронтальные прижимы с пневмоцилиндрами [3];
- насосная станция с гидрораспределителями и рукавами высокого давления [4];
- пульт управления [5].
На прессе ПВ 005-6000, состоящем из двух 3-метровых секций, возможны их автономные настройка и работа.
Заготовки, склеиваемые на прессе, должны соответствовать требованиям:
ГОСТ 24454 и ГОСТ 8486 "Пиломатериалы хвойных пород", ГОСТ 2695 "Пиломатериалы лиственных пород", ГОСТ 7307 "Детали из древесины и древесных материалов. Припуски на механическую обработку".
Точность заготовок должна быть:
- для ширины - не ниже 14 квалитета по ГОСТ 6449.1;
- для отклонений формы и расположения поверхностей - не ниже 14 степени точности по ГОСТ 6449.3.
Влажность древесины - не более 12%.
Качество древесины хвойных пород - не ниже 3 сорта, лиственных пород - не ниже 2 сорта.
Склеивание заготовок должно происходить не позднее чем через 4 часа после механической обработки.
|





")